



天然气烧嘴|带钢退火炉
1.预热炉与还原炉的加热技术
在改进的森吉米尔法中完成表面处理的预热炉和还原炉实质上是已经整体化的连续退火炉的两段组成部分。它与冷却炉段共同组成了退火炉。
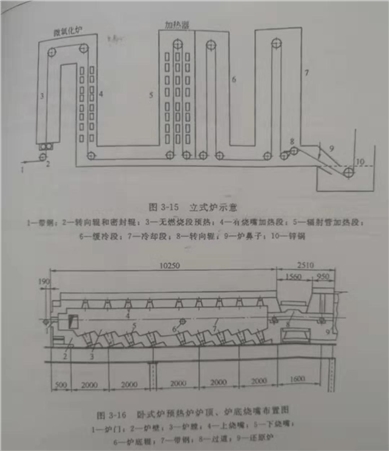
(1)预热炉(微氧化炉)加热。预热炉是钢外壳用耐火砖砌筑的密封结构。预热炉的作用是按照工艺要求把钢板加热到一定的温度而把表面的油脂除掉。加热是通过烧嘴燃烧煤气或天然气来直接加热钢板。*初的预热炉是氧化气氛,后来通过调节空气过剩量,将炉内气氛控制在无氧化区间,而实现微氧化加热。炉内烧嘴布置在带钢两侧(见图3-15和图3-16)。
预热炉的结构尺寸、运转控制参数及产品、产量等都是相互关联的,并因各生产线的具体情况而不同。如图3-15所示的(立式)预热炉操作原则是用辐射加热的方式方式快速加热带钢,同时用热的还原气体清洗带钢表面,还原气体是煤气在空气不足的情况下燃烧*的,这样燃烧产生的气体中含有氢和一氧化碳,煤气在燃烧器预热室直接燃烧,保持1200℃高温,这样就强化了对带钢传热。同时从加热炉辐射管段排出多余氢和氮气体,保持带钢表面不被氧化和排除由轧制油的分解产生的有害气体。
增加预热段热效率的一个很重要的因素是加热室的间隔,将加热室相对地面隔成短的反复的控制段,而在各个段里采用控制燃烧速度和温度的方法。这种控制系统称之为“顺序”控制系统。
在顺序控制中,利用专用型式辐射高温计来测定从预热段出来,随后进入到后面炉室的带钢的温度,可以很准确地指示出实际工作温度读数,并进行准确的检测和控制。
各个段采用顺序控制的信号装置来控制燃烧速率,如果需要保持要求的带钢温度,则所有段全速燃烧,然而,在保持带钢温度所需的燃料量少于总燃料量时,则在预热段入口端那一段自动成比例的减少到保持带钢温度点或者是完全关闭那一段。
在段完全断开的情况下,*段的燃烧速度就自动地减少到需要的水平,如果还大于要求温度时,就可完全断开和开始降低第三段的比例,这样连续通过各段直到确立正确的加热水平,然后自动保持在一个稳定的温度水平上。这种顺序系统的目的是提供*的加热速度以及带钢在预热段*短的加热时间。
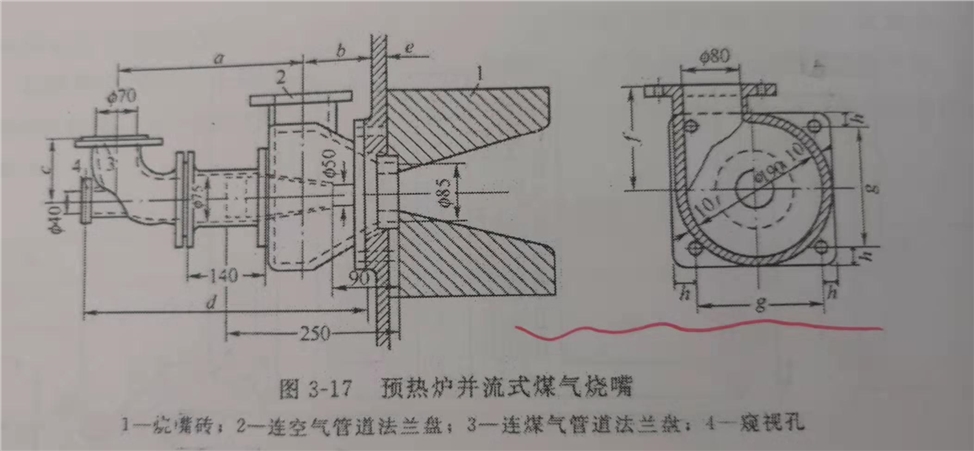
预热炉烧嘴有多种,使用比较多的是并流式烧嘴(见图3-17)。
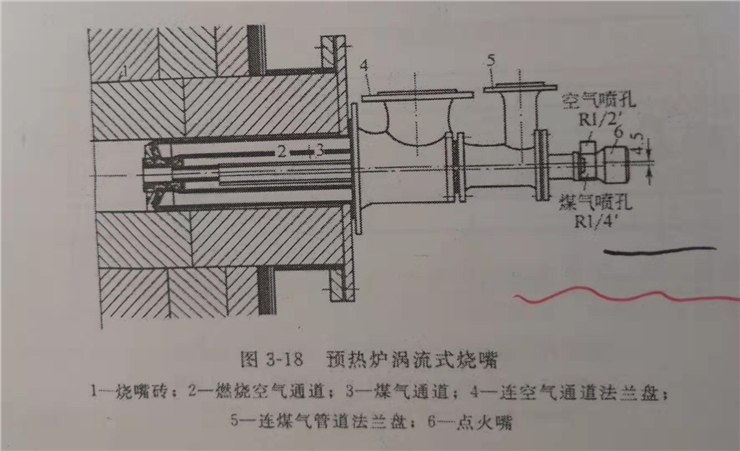
为了防止火焰直烧钢板和防止钢板氧化及不均匀加热,则使用涡流式烧嘴以缩短火焰的长度(见图3-18)。
近年来由于节能需要,为了利用预热炉高温废气的能量(废气温度约为900~1000℃),在预热炉前增设了单独的废气预热炉,用它来预热钢板。另外还可以预热助燃空气,这样可以提高热利用率10%~20%。
中威环保(郑州中威环保设备有限公司、 郑州德斯特自动化设备有限公司)负责设计 制作带钢退火炉及燃控系统 、脱硫脱硝设备“总包”工程。
版权所有 :郑州中威环保设备有限公司 电话:0371-60960056 手机:13849187223
网址:www.zwshaozui.com 传真:0371-63689310 邮箱:zhongweigongyelu@126.com
公司总部:河南省郑州市金水区丰庆路118号 管理入口
生产地址:河南省郑州市荥阳市乔楼镇 豫ICP备13006667号-3  豫公网安备 41010502002963号
豫公网安备 41010502002963号
