



轧钢加热炉|环保窑炉工程
本章要点:
近终形连铸是指所有浇特接近*终产品尺寸和形状的浇铸方式,保证*终产品质量所需压下量的前提下,更接近于产品*终形状的连铸技术,如薄板坯连铸技术、薄带连特技术、喷雾沉积技术等 。 薄板坯连铸连扎技术是生产热扎板卷的一项短流程工艺,成为继氧气转炉炼钢,连续铸钢之后钢铁工业重要的革命性技术,是本章学习的主要内容。
9. 1 薄板坯连鋳连轧工艺技术
20世纪80年代以来,世界上先后研制开发出多种薄板坯连铸连轧技术,主要代表有德国西马克(SMS)开发的CSP技术、德 马克(Demag)和阿尔维迪(Arvid)联合开发的 ISP技术、意大利达涅利(Danieli)开发的FTSR技术、奧地利奥钢联(VAI)开发的CONROLL、日本住友金属(SMI)开发的 QSP技术、美国蒂平斯.开发的 TSP技术及德国西马克、蒂森公司和法国尤西诺尔、沙西洛尔公司共同开发的 cPR技术等。典型的薄板;l1l1连铸连轧工艺流程由炼钢(电炉或转炉)一炉外精炼一薄板坯连铸一连铸坯加热一热连率L等五个単元工序组成。 该工艺将过去的炼钢厂和热l11L厂有机地压缩、组合到一起,缩短了生产周期,降低了能量消耗,从而大幅度提高经济效益。
9.1.1 csP工艺技术
CSP(compact strip production)工艺也称紧凑式热带生产工艺。 CSP生产工艺流程(图9_1 ) 一般为:电炉或转炉炼钢→钢包精炼炉→薄板:llf1連铸机→剪切机→辊底式隧道加热炉→粗轧机(或没有)→均热炉(或没有)→事故剪→高压水除鳞机→小立辊率L机(或没有)→精率L机→输出辊道和层流冷却→卷取机。
eP技术的主要特点是:
( 1 )采用立弯式铸机、漏斗形直结晶器、刚性引锭杆、浸入式水口、连铸用保护渣、电磁制动闸、液芯压下技术、结晶器液压振动、衔接段采用辊底式均热炉。

图9_1 高炉一转炉薄板坯连铸連轧CSP工艺流程图
1一回转台, 2一钢包; 3一中间罐; 4一连特机; 5一剪切机; 6一加熱炉; 7,11一除鳞机;
8一粗率L机1 9一加热·炉, 10一事故剪; l2一精率L机;
13一层流冷却; 14一卷取机; 15一预留巻取机
高压水除鳞。 架前加立辊率L机。 率L報轴向移动、率L報热凸度控制、板形和平整度控制、平移式二辊轧机等新技术 。
(2)可生产厚 0.8 mm或更薄的碳钢、超低碳钢钢板。
(3 ) 生产钢种包括·低碳钢、高碳钢、高强度钢、高合金钢及超低碳钢 。
9.1.2 ISP工艺技术
IsP(inline strip production)工艺也称在线热带钢生产工艺。 ISP生产线的工艺流程(图9_2) 一般为:电炉或转炉炼铜→钢包精炼→连铸机→大压下量初率L机一剪切机→感应加热炉→克日莫那炉→热卷箱→高压水除鳞机一·精率L机→输出辊道和层流冷却→卷取机 。
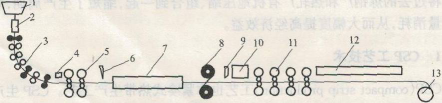
图9_2 ISP工艺流程图
l一中间包, 2一结品器; 3一液芯压下1 4,10一除鳞机; 5一预率L机; 6-一剪切机; 7一感应加热炉;
8一熱卷箱; 9一事数勇; 11一精事L机;12一层流冷却; 13一卷取机
IsP技术的主要特点是:
(1 )采用直一弧形铸机,小漏斗形结晶器,薄片状浸入式水口,连特用保护渣,液芯压下和固相铸扎技术,感应加热接克日莫那炉(也可用辊底式炉),电磁制动阀,大压下量初轧机加带卷开卷加精扎机,轧辊轴向移动、轧辊热凸度控制、板形和平整度控制、平移式二辊扎机等技术。
(2)生产线布置紧凑,不使用唱的均热炉,总长度仅180m左右,是目前*短的薄板坯连铸连轧生产线,从钢水至成卷仅需30min,充分显示其*性。
(3)二次冷却采用气雾或空冷,有助于生产较薄断面且表面质量要求高的产品。
(4)整个工艺流程热量损失较小,能耗少。
(5)可生产厚1.0mm或更薄的产品。可以生产低碳钢、高碳钢、深冲钢、结构钢、管线钢、不锈钢。
郑州中威环保设备有限公司承接国内外大型:燃气轧钢加热炉 燃油轧钢加热炉 窑炉自动化控制系统 脱硫脱硝设备“总包”工程,负责:窑炉设计 施工“交钥匙”工程,环保窑炉工程“一站式”解决方案提供商。
版权所有 :郑州中威环保设备有限公司 电话:0371-60960056 手机:13849187223
网址:www.zwshaozui.com 传真:0371-63689310 邮箱:zhongweigongyelu@126.com
公司总部:河南省郑州市金水区丰庆路118号 管理入口
生产地址:河南省郑州市荥阳市乔楼镇 豫ICP备13006667号-3  豫公网安备 41010502002963号
豫公网安备 41010502002963号
